您好,欢迎您访问betway人工客服 官方网站!

betway人工客服
全国业务咨询热线
15966053300
公司地址:山东省济南市市中区郑庄工业园
作者:超级管理员发布时间:2021-10-13浏览次数:698
 铝型材
铝型材 铝型材散热器
铝型材散热器 铝棒
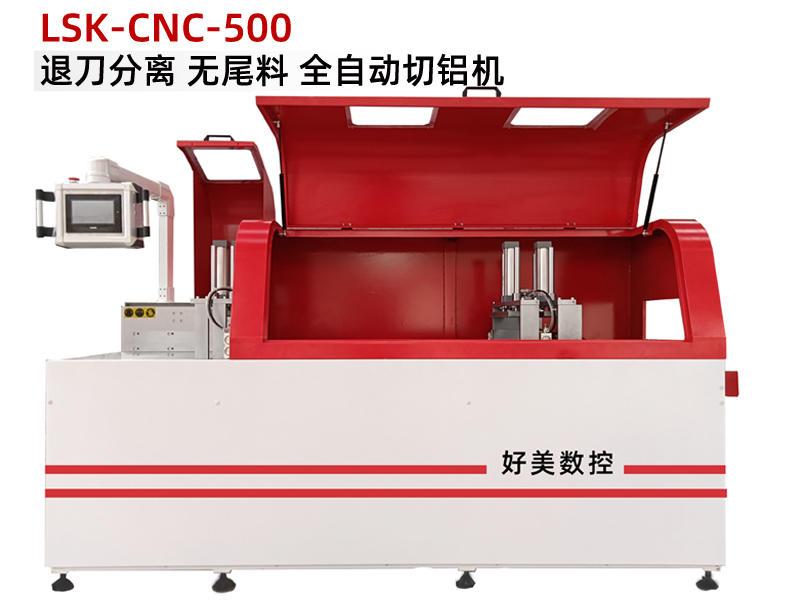
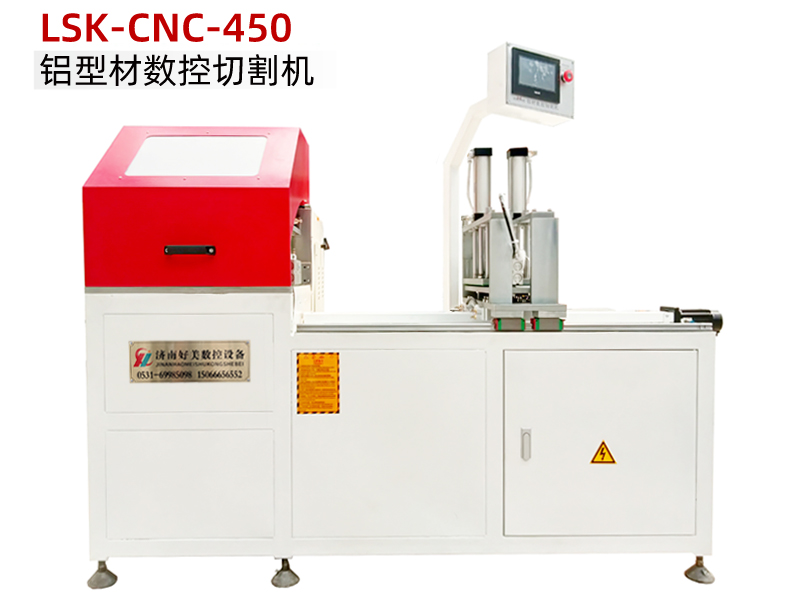
铝棒 好美数控-铝材自动切割机结构之锯切系统
好美数控-铝材自动切割机结构之锯切系统[ betway人工客服 生产的必威中文 主要由:锯切系统、送料系统、人机操控系统、电控系统这四大系统组成,我们先来了解一下锯切系统:作为切割机,切割能力是首先要考虑的,那么全自动铝材切割的的锯···
发布时间:2021-11-04
betway人工客服
业务咨询:15966053300
官方网址:www.www.radikalnet.com
地址:山东省济南市市中区郑庄工业园178号
Copyright © 2021-2025 betway人工客服
本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。
网站备案号:网站备案号:鲁ICP备17010545号-3